


Stainless Steel Chain Conveyor
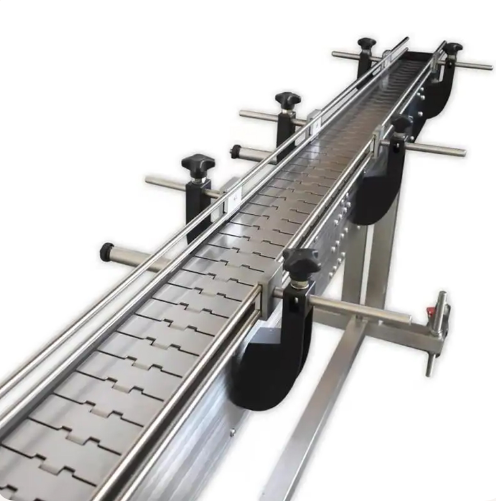
A stainless steel chain conveyor is a rugged conveyor system built for environments where strength, hygiene, and corrosion resistance are critical.
Instead of mild-steel chains or belts, it uses stainless steel chains (often combined with stainless frames and guides) to handle materials safely in harsh or sanitary conditions.
🔹 Key Features
- Stainless Steel Chains – Resistant to rust, moisture, and most chemicals.
- Frame & Components – Usually stainless as well, for full corrosion resistance.
- Drive System – Motorized sprockets pull the chain; speed may be fixed or variable.
- Flat or Slat Attachments – Chains can carry slats, fixtures, or mesh panels depending on the product.
- Cleanable Design – Smooth surfaces and open construction make it easy to wash down.
🔹 Applications
- Food & beverage – Meat, dairy, bakery, bottled drinks, canned foods.
- Pharmaceutical & cosmetics – Pills, syrups, personal-care products.
- Chemical & cleanroom environments.
- Packaging lines where hygiene and durability are important.
- Marine or outdoor use (resistant to water and salt).
🔹 Advantages
- Excellent resistance to corrosion, moisture, and chemicals.
- Meets hygienic and sanitary standards (can withstand washdowns).
- Handles light to heavy loads, depending on chain type.
- Long life and low contamination risk (no flaking or rust).
🔹 Limitations
- Higher cost than carbon steel or plastic conveyors.
- Heavier, requiring stronger supports and drives.
- Needs proper lubrication or special food-grade lubricants (unless using self-lubricating designs).